钎焊铜铝鼻焊接工艺标准,钎焊双孔铜铝鼻焊接原理
2020-06-05 8:29:38 点击:
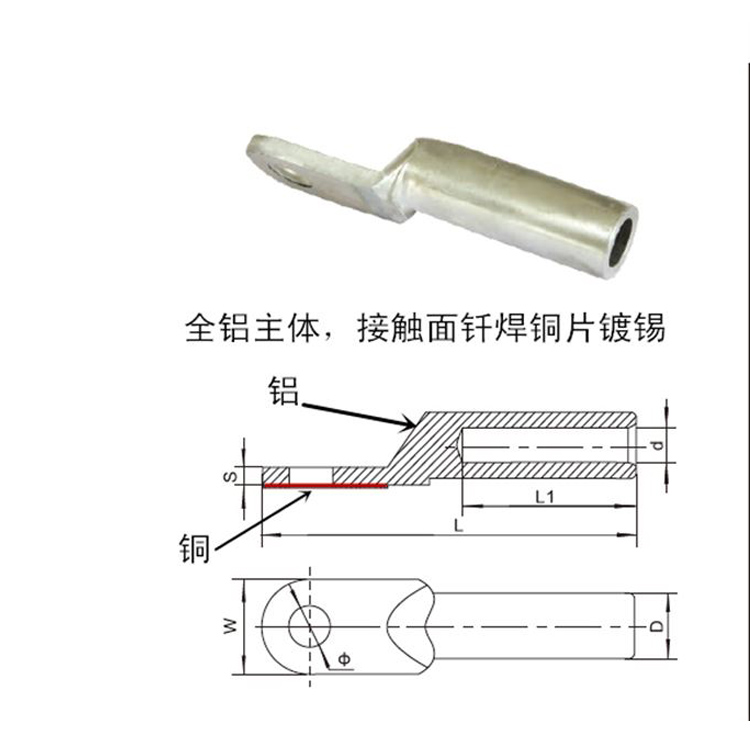
金蟾电气生产:钎焊铜铝鼻,钎焊线鼻子,钎焊接线端子,钎焊铜铝过渡端子,钎焊端子,单孔钎焊铜铝鼻,双孔钎焊铜铝鼻,规格型号齐全。欢迎选购
可详询客服:15355773736
焊接前彻底清除母材上的油污、污垢、绝缘层等;焊接时先加温母材,先加热厚件,后加热薄件;先加热铜件,后加热铝件;来回移动焊枪均匀加热焊接部位,焊件温度达到450-500°C时,将焊丝加入焊接部位,让焊丝均匀熔化流入焊缝中(不可用火焰直接对准焊丝加热、焊丝主要靠母材的温度溶化)。再用火焰微微扫一下焊接部位,保证焊接部位钎料铺展定位,移开焊枪并让其自然冷却,即可完成焊接。
铜铝焊接方法一的运用
焊接材料:WE-ALCU-Q303
使用工具及气体:第三代WE53专用液化气多孔喷枪
焊接原理:自带钎粉为有机无腐蚀性钎剂,钎粉随金属包层熔融会速度破除金属表面氧化膜和金属表面张力,并能防止重新氧化,经过钎粉浸润金属表面,使得钎料能通过毛细作用而形成钎焊焊缝。
焊接方法:
1)清洁被焊金属焊接部油污,污垢,绝缘层,让其露出金属光泽。
2)工装好所需焊接件,一般推荐所需焊部位间隙为0.05-0.1mm,用气焊枪(氧乙炔热源),是用第三代WE53专用多孔喷枪,单独烧液化气的那种,这样会喷出较宽的火焰带,火焰比较柔和,从而能对部件进行更加均匀的加热)均匀加热被焊母材,待母材温度均匀上升到300度左右时,主要热源集中加热预先设计好的焊接处,同时扫射加热被焊母材。加热顺序是先厚件后薄件,先铜件后铝件。
3)待焊接处焊接温度达到400度左右时,以一定的焊接角度填充焊接焊缝处(角度以熔融焊丝充分熔敷于焊接部为宜),母材的温度一定要达到400度。待焊接部位的钎料在焊接处形成均匀焊缝时,移开焊枪,自然冷却,整个焊接过程完成,此过程中不尽量不要烧ALCU-Q303,因为这个不同于传统的焊丝,这个的原理是靠母材的热传导熔融ALCU-Q303成型的,可以用火焰的末端稍微燎一下焊丝助熔,但是千万不要用火直接烧焊丝。

铜铝焊接方法二的运用
焊接材料:M51+M51-F,低温铜铝焊接。
使用工具及气体:电烙铁,热风枪,第三代WE53专用液化气多孔喷枪,回流炉,隧道炉
焊接原理:完全靠母材的热传导熔融焊丝成型。
焊接方法:
1)清洁母材表面,并且在焊接处涂抹少量M51-F焊剂。(M51-F焊剂起到破除表面氧化膜,清洁表面,增强熔融焊丝的流动性)
2)用中型火焰预热样件直到焊剂呈淡黄,当微沸状时,表明温度已经达到工作温度179度左右(焊剂有指示温度和防氧化,增强薄层流动性),在加热母材的时候千万不要用火去烧焊剂,因为焊剂在火焰的烧灼下会发黑失去破除铝金属表面的张力的作用,所以千万要注意温度不要烧得特别高,当发现焊接有些发干或者发黑的时候可以用M51的焊丝沾一些M51-F重新涂在焊接处起到焊接辅助的作用。
3)焊敷万能51合金,融化焊丝在M51-F的作用下呈现流动性,在被焊处造成局部温度差以后,熔融M51金属会朝着温度高处流动,所以可以根据此特性造成温度差来达到单面焊双面成型的漂亮焊缝,该金属流过连接处,形成光滑整齐的连接。

- 上一篇:镀锡铜鼻子在配电设备上的应用 2020/6/30
- 下一篇:国标镀锡铜鼻子 挂锡铜鼻子 搪锡铜鼻子的优点 2020/5/17
